Fluid engineering in PET bottles production
PET bottles are replacing glass bottles increasingly in our daily life. The thin-walled beverage containers are produced in stretch-blow molders such as the KSB 6R of the Lower-Austrian manufacturer KOSME.
PET bottles are replacing glass bottles increasingly in our daily life. The thin-walled beverage containers are produced in stretch-blow molders such as the KSB 6R of the Lower-Austrian manufacturer KOSME. In a 3-second cycle the bottles are given their distinct, often proprietary form, by being blown under high pressure in negative forms. The pneumatics system that is by no means trivial is designed using EPLAN Fluid, one of the system blocks in the EPLAN Platform. At the end of the seventies beverage producers first began to replace the previously common glass bottles, on the one hand by packages made of composite board, on the other hand by plastic bottles. In 2004 about half of the non-alcoholic soft drinks were already filled into PET bottles, as well as an increasing number of PET bottles for milk and milk products, fruit juices, beer and spirits. The advantage compared to glass bottles is the almost complete absence of tare, meaning the packaging weight. That the gross weight of one-and-a-half liters of a liquid in a PET bottle is almost the same as that of a liter in a glass bottle is a fact not only felt by anyone lugging their shopping home, but also plays a role in reducing the share of the transport costs. This is made possible by the material properties of PET (polyethylene terephthalate). Thanks to its polarity, this thermoplastic has high intermolecular forces, meaning that beverage bottles are still sufficiently sturdy even when they have extremely thin walls. PET bottles are manufactured by heating preforms under controlled conditions, stretching them with a core rod to length and finally blowing them into the negative form using compressed air. These steps are carried out fully automatically in machines that are manufactured by KOSME Gesellschaft m.b.H. in the Lower-Austrian town of Sollenau. The flagship of the PET blow molders range is the recently launched KSB 6R that has a performance of up to 10,800 1.5 liter bottles per hour. The rotational machine developed together with the parent company, KRONES, was designed with the aim of creating reliability and user-friendliness at low energy consumption and the highest possible flexibility. Correspondingly, highly different preforms for PET bottles from 0.1 to 3.0 liters and having neck ring sizes of up to 43 mm can be produced using the KSB 6R. Rigid reinforcement
When viewed at close quarters, the machine is revealed to be a high-precision mechanical marvel. The preforms supplied as bulk material are sorted automatically and conveyed suspended to the machine. A conveyor belt transports them at precisely observed distances and a constant speed through the multiple-stage heating process before they are inserted by a gripper into the blow forms that are arranged as in a horizontal revolver drum. After the stretching process in which a core rod that is actuated pneumatically via a cam control stretches the blank to the right length, the bottle is blown into the form with up to 40 bars air pressure. After the form has opened, an output star wheel removes the finished bottles and passes them on for transportation. A cycle lasts less than three seconds and does not tolerate any irregularities. Synchronicity is therefore not established using a control system, but rather through a positive connection of all the mechanical parts of the machine that is driven by a central frequency-inverter-controlled motor. While the directly geared linear transportation through the machine on one level is mechanically relatively simple – KOSME considers this as an advantage in view of the reduced error rate – the control system of the pneumatic cylinders and the air supply for the blowing process are by no means trivial. After all, the forms are located on a rotating retainer with six cavities. The bottles are blown into the forms in a multiple-stage process at differing pressures, whereby the required compressed air is retrieved from the main air blast for all the processes. A recycling system is optionally used to reduce the required amount of air even further. The forms furthermore have to be kept at a constant temperature, which is only possible using an integrated liquid cooling system. The pneumatic part of the machine as well as the liquid circuit are designed by Andreas Gamp. In the company for 10 years, Andreas Gamp has been a member of the design team for the last six years. With by now three further colleagues he carries out the electrical engineering design using EPLAN. For about three-and-a-half years, he has been using EPLAN Fluid (previously fluidPLAN) for the fluid power design. "We were one of the first users of this software in Austria", remembers Andreas Gamp. Considering the extensive pneumatic share involved – more than 50 meters of compressed-air lines alone are installed in a KSB 6R – he certainly also belongs to the power users of this specialized design tool. "EPLAN Fluid makes it very easy to establish a project-specific database and to generate the corresponding bills of materials automatically", Andreas Gamp describes the advantages of the tool. "It is also very simple to structure the diagrams so that every installer can easily keep track." The possibility of displaying the respective partial bill of materials next to the functional schematic on the same sheet, as well as using photos to illustrate the respective mounting position, are furthermore a great help. However, the designer considers the speed of implementation as the main advantage of the software: "After dimensioning has been completed, realization of the intended design in a complete set of schematics with all its derivations is a matter of just a few days. In the past this used to take a few weeks." In the process the designer is supported by various logic functions and automatisms of the system that help to keep an overview of all the components and thus the costs, in addition to accelerating fluid power designing. Nonetheless, a further increase in efficiency and comfort is planned. After the development of the KSB 6R has now been completed, the next project will be to migrate to the new version of EPLAN Fluid. On the basis of the modular platform this product provides core functions that are required in electro-CAE as well as in fluid or instrumentation & control engineering. "The further improvement that could be achieved in our workflow will help KOSME to extend its current excellent market position even further", Andreas Gamp is convinced.

"EPLAN Fluid makes it very easy to establish a project-specific database and to generate the corresponding bills of materials automatically", says Andreas Gamp, designer at KOSME.

Metamorphosis: The blank with molded-on thread (right) is transformed through stretching and blowing into the form (rear) to the finished bottle (left).
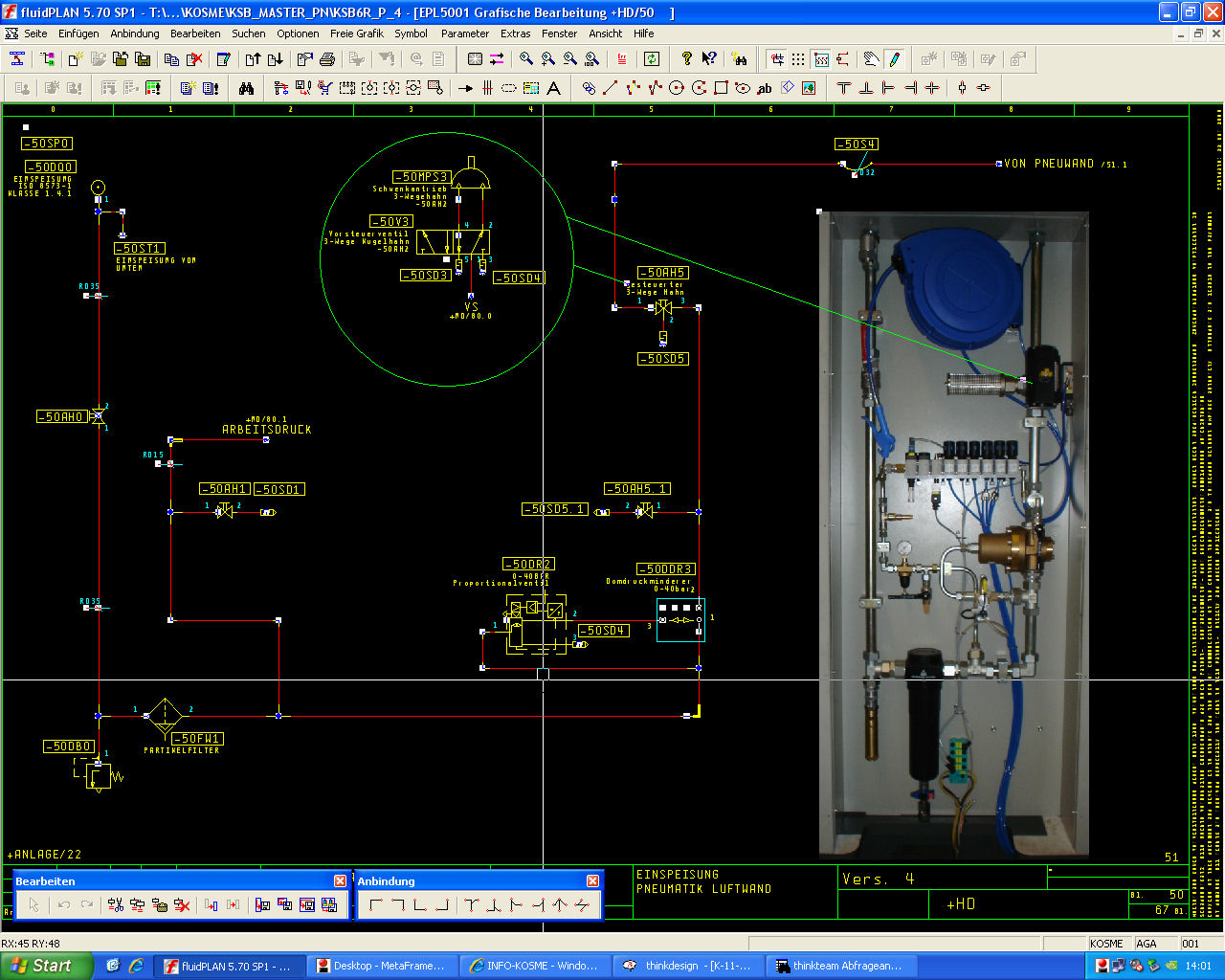
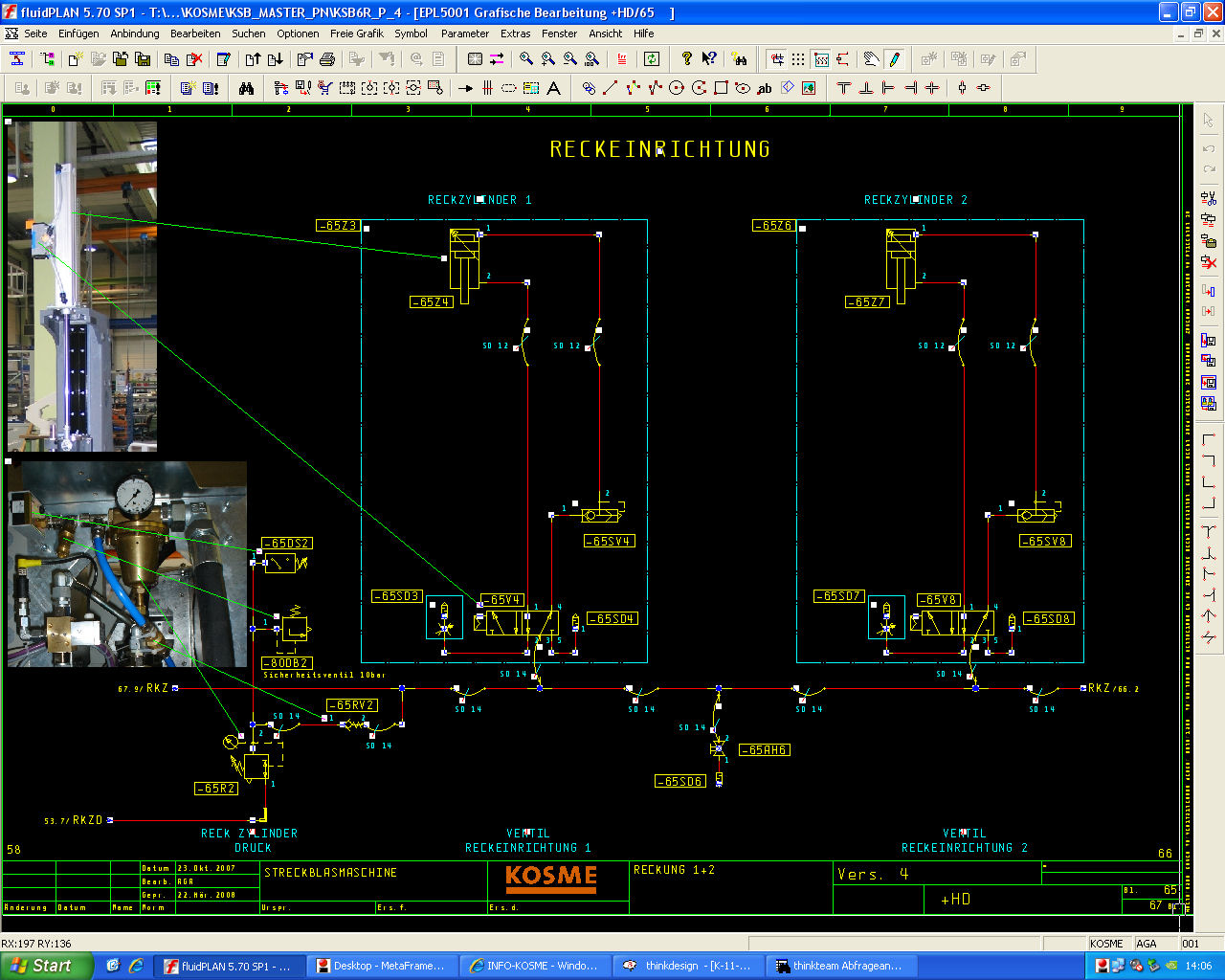
Clarity for the mounting personnel through the integration of photos of the real machine in the CAE program.